本篇目录:
丝锥怎么磨
1、。把丝维水平.靠近砂轮.2。轻轻的先磨后角.这时注意不要太后,主要是再后面的吃屑刃口,不要碰到.3。把丝维水平放,从刃口处.轻轻转.好要一点点(1/3或1/4丝维槽数),这样刃口就高出后面一点点。
2、丝锥磨的方法和刀具一样,后角小于前角, 顷角小于钝角;一般磨平端面后,只能修前几牙。不然牙是烂的。好丝锥用上海 黑尔滨产的机用丝锥。10个装塑料包装盒,不是2个装的。
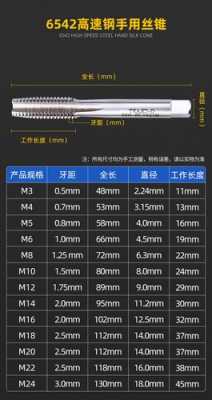
-图1")
3、可以。当丝锥刃长不够时就会非常钝,这时就需要横拿丝攻在砂轮外圆上由后刀面往切削刃处磨,让其锋利,是可以磨的。丝锥是攻丝用的,用的时间长了也会不快,可以再修磨。
4、先将丝锥的后角修磨的大一些,这样可以减小丝锥和不锈钢的接触面,减小摩擦力。不完全牙齿修磨的长一些,攻丝时加一些食用的醋,这样攻起丝来比较省力,也很容易攻下去的。
5、。丝锥的类型。直槽丝锥所有丝锥磨都没问题。加工螺旋槽丝锥,锥管丝锥,挤压丝锥,左旋丝锥等其他类型,要选正确的机型。如果丝锥的截型复杂,如圆地圆顶,梯形等,则要用两维数控修整器。3。生产效率和精度。
丝攻怎么磨?
丝攻钝了才需磨,钝了就是切削刃部分不锋利及后刀刃面碍事了,横拿丝攻在砂轮外圆上由后刀面往切削刃处磨,但不可把刃尖磨去,后刀面角度可大点。
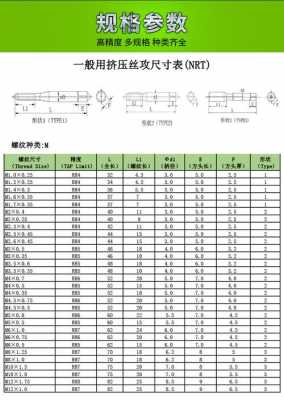
-图2")
刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮 ,而后沿着整个后刀面缓慢往下磨。
用手工磨倒角这个比较难,因为磨的每个刃口的都会不一样大,会造成丝锥不能用。如果你是攻盲孔的,一般倒角取2—5牙;如果是通孔,螺旋槽丝锥一般取3-4牙,直槽丝锥需要长点。
。把丝维水平.靠近砂轮.2。轻轻的先磨后角.这时注意不要太后,主要是再后面的吃屑刃口,不要碰到.3。把丝维水平放,从刃口处.轻轻转.好要一点点(1/3或1/4丝维槽数),这样刃口就高出后面一点点。
把前面带锥的部位磨平,修磨口部导向刃,先用未磨的丝攻攻一小端,再用平底丝攻攻到底。
-图3")
丝攻有办法磨吗?
1、丝攻钝了才需磨,钝了就是切削刃部分不锋利及后刀刃面碍事了,横拿丝攻在砂轮外圆上由后刀面往切削刃处磨,但不可把刃尖磨去,后刀面角度可大点。
2、两刃磨好后,对直径大一些的钻头还要注意磨一下钻头锋尖。钻头两刃磨好后,两刃锋尖处会有一个平面,影响钻头的中心定位,需要在刃后 面倒一下角,把刃尖部的平面尽量磨小。
3、检验一下车床主轴和尾座锥孔的同心度,另外建议使用正品丝锥;丝锥不用磨得,新丝锥使用时切削液一定要合适,润滑功能要满足。 丝锥磨的方法和刀具一样,后角小于前角, 顷角小于钝角;一般磨平端面后,只能修前几牙。
4、方法1:用打磨机在断的丝攻上磨一条槽,用方车刀磨尖,把丝攻逆时针方向敲,把断的丝攻旋出来。方法2:用车床加工一条铜电极,直径比孔小,用火花机把断的丝攻打掉。
5、要求高的话,用手工磨的话技术要求非常高。不行的话只能用线切割把前面割掉。
到此,以上就是小编对于丝锥的角度怎么磨的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏