本篇目录:
- 1、用挤压丝锥做攻丝小径老是大怎么解决
- 2、pp材料攻牙能用挤压丝锥吗?
- 3、...底孔不大过2.59。钻的是2.75的孔。问题:(1)老是断丝攻。怎么办...
- 4、m3的挤压丝攻攻出来的牙中间不好通是怎么回事
用挤压丝锥做攻丝小径老是大怎么解决
你把问题说的尽量多点嘛,你现在打多大的底孔啊。你是什么材料,用哪家多大的丝锥。什么机器攻牙,你的要求是什么 我们也有客户小径有要求的 但基本在精度符合的情况下,都是他们自己调整底孔就好啦。
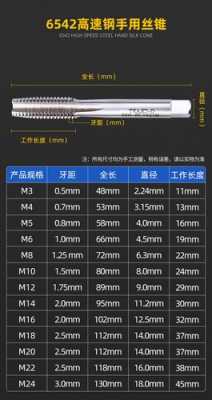
加工钢和塑性较大的材料、扩张量中等的条件下:钻头直径D=d-t d代表螺纹外径、t代表螺距。加工铸铁和塑性较小的材料、扩张量较小的条件下:钻头直径D=d-(05t~1t)。
-图1")
镶套 A:把螺纹底孔在加大,购买相应的螺纹套镶嵌。B:把螺纹孔加大,自行加工一个相应的螺纹套镶嵌。焊接修补。
铝材质比较软,攻丝时,加些煤油,防止切屑粘在丝锥上,使螺纹孔变大,手法要轻,轻压轻提,往回退时,不要让丝锥顶着钻床的主轴往上走,要用手轻轻的提着,顺着丝锥往上提起,不能用劲,否则也会使螺纹孔变大。
pp材料攻牙能用挤压丝锥吗?
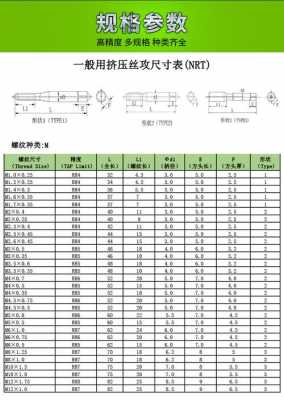
能。挤压丝锥是一种特殊的丝锥,其特点在于攻牙时不是切削,而是挤压金属,使其填充到丝锥的螺旋槽中。因此,这种丝锥在攻牙过程中不会产生切屑,也不会对材料产生明显的机械变形,可以使用。
挤压丝攻最适合于具有可塑性之材料如铝、红铜、锌、黄铜与低碳钢等。
-图2")
挤压丝锥是使用挤压形成内螺纹,不需要切削;螺纹由形变产生,不会破坏材料的组织结构。切削丝攻则是通过切削形成内螺纹。
...底孔不大过2.59。钻的是2.75的孔。问题:(1)老是断丝攻。怎么办...
1、一般的方法弄不出来,可以用电火花的方式把断的丝攻头上弄一个内六角,再用外六角扳手把它拧出来。如果有硬质合金钻头,可以用与底孔大小相同的钻头,把丝攻给钻掉。线切割割出,适用通孔。气割熔出。
2、还有就是在攻丝时,要加些攻丝油,或者人们日常食用都菜油,这样攻丝时,就不太会断丝锥了。另外,攻丝都底孔直径要比标准都稍大一些,这样比较好攻丝,也不太容易断丝锥了。
3、建议根据丝攻的种类及攻件材质的不同选择正确的底孔直径,如果没有完全符合的钻头可以选择大一级的。攻件材质问题:攻件材质不纯,局部有过硬点或气孔,导致丝锥瞬间失去平衡而折断。
-图3")
4、速度太快,导致扭力过大。每一种型号的攻丝动力头都有一个转速范围,不能超过攻丝动力头的额定最大转速 底孔孔径与丝锥不匹配。
m3的挤压丝攻攻出来的牙中间不好通是怎么回事
设计问题:制造过程中可能存在底孔的设计或制造问题,导致底孔没有打通或者存在堵塞。螺纹损坏:在使用或安装过程中,底孔的螺纹可能会受到损坏,导致无法正常连接或使用挤压丝锥。
底孔太小,切削量太大,材料里面有杂质,铸件里面气孔,丝攻的质量,机器的精度等都会造成易断丝攻。
同意攻丝机主轴跳动过大的观点;如果无法解决喇叭现象,建设在有孔的位置机加工时留出一定厚度(现在测量时止规通过的量--t),加工完螺纹孔后再铣至实需平面。如果是板且薄,不宜这样做。
老是断丝攻的客观原因有不锈钢本来就非常难攻丝,更何况深度已达丝锥公称直径的三倍多(属深孔螺纹加工)。建议采用含钴短刃螺旋丝攻,最好丝锥有要经过镀钛处理。选择不锈钢专用攻丝油。降低转速等。
看看你程序的参数呢。。可别钻头到12 丝锥也是到1。。再说 挤压丝锥的底孔 要 比切削丝锥的 底孔 大。不能一样大的 底孔 钢材建议用切削的丝锥 如果不对 需要看看你的程序 和所用到 刀具。
M3的丝攻,在公制里的牙距是0.5。如果是切屑丝攻的话,就是3-0.5=5的钻头 如果是挤压丝攻的话,就是3-0.5/2=775的钻头。
到此,以上就是小编对于挤压丝锥攻丝转速是不是要快点的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏