本篇目录:
丝锥是什么?怎么用?
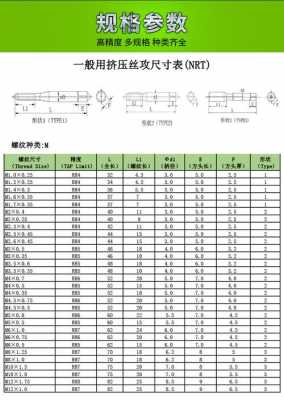
丝锥为一种加工内螺纹的刀具,按照形状可以分为螺旋丝锥和直刃丝锥,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥,按照产地可以分为进口丝锥和国产丝锥。
丝锥是用来制作内螺纹用的(俗称攻丝),如果在先前的孔经上攻丝,那当然需要丝锥的直径要大于孔径的直径。如图,如钻头钻出的孔的直径为D1,丝锥攻出螺纹的D1会不小于孔径的D1。
-图1")
丝锥是用来加工内螺纹的刀具,是指碳素工具钢或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。按加工方式分类中的机用丝锥一般为一支,手用丝锥可分为三个一组或两个一组,即头锥、二锥、三锥。
用丝锥在工件孔中切削出内螺纹的加工方法称为攻螺纹(俗称攻丝),用板牙在圆柱棒上切出外螺纹的加工方法称为套螺纹(俗称套扣)。
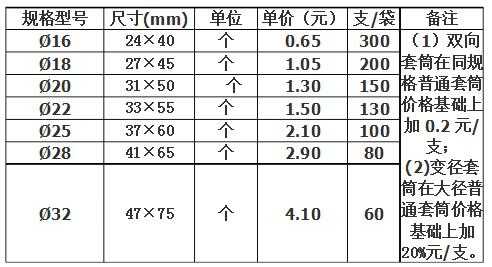
机攻m5丝锥套杆加长加细
自动攻丝机攻M5,齿轮式自动攻丝机要更换M5*0.8的齿轮,M5丝锥。
自动锁款好。自动锁款好节少作业的时间,提高效率、稳定性,提高了生产率及减少人工成本。加长批头套杆普通款重量较重,越能让使用者感到不舒适。
-图2")
攻丝的时候可以浇些酱油,浇 四氯化碳 也可以。千万别浇机油。
攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。攻塑性材料的螺孔时,要加润滑冷却液。
丝锥加减丝加大有什么用
OSG丝锥中有专门中径加大的丝锥,来加工容易缩小的加工材料和电镀件。
直槽丝锥,它通用性最强,通孔或不通孔、有色金属或黑色金属均可加工,价格也最便宜。但是针对性也较差,什么都可做,什么都不是做得最好。切削锥部分可以有6牙,短锥用于不通孔,长锥用于通孔。
-图3")
攻制不锈钢螺纹时,“胀牙”现象比较严重,丝锥容易“咬死”在孔中,所以螺纹底孔应适当加大。一般情况下,螺距为1mm以下的螺纹底孔直径等于公称直径减去螺距;螺距大于1mm时,螺纹底孔直径等于公称直径减去1倍螺距。
平时用用是可以互换的,但在有些时候就就不这么可以,有两种情况要注意;1,一般来说机用丝锥他的材料上好一些。所以如果有加工质量及硬度要求的最好用机用的。2,如果攻丝在M2以下的,最好选择材料好的手用。
到此,以上就是小编对于加大丝锥外径多大的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏