本篇目录:
板牙是做什么用的?
1、切割食物,防止灰尘。切割食物:门牙可以帮助切割食物,使食物更好的消化吸收。防止灰尘:门牙可以防止灰尘进入口腔,阻止细菌和细菌侵入牙齿。
2、板牙,有多种含义,可作为加工或修正外螺纹的螺纹加工工具,一些地区管“门牙”也叫“板牙。
-图1")
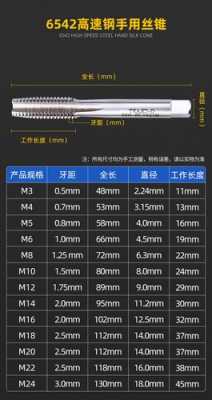
3、板牙是一种可作为加工或修正外螺纹的螺纹加工工具,按外形和用途分为圆板牙、方板牙、六角板牙和管形板牙,其中以圆板牙(规格范围为M0.25~M68mm)应用最广。
4、用丝锥在工件孔中切削出内螺纹的加工方法称为攻螺纹(俗称攻丝),用板牙在圆柱棒上切出外螺纹的加工方法称为套螺纹(俗称套扣)。攻螺纹工具有:(1)丝锥:用来加工较小直径内螺纹的成形刀具。
请问正板牙跟反板牙有什么区别
1、作用不同 丝锥:供加工螺母或其他机件上的普通内螺纹用(即攻丝).机用丝锥通常是指高速钢磨牙丝锥,适用于在机床上攻丝;手用丝锥是指碳素工具钢或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。
2、就100套的一个自来水它是一个相差6公分的话,那么只能是在产品本身上面添加一个相应的木塞,或者说是一个增高的一个小筛子。只能这么去做,如果说不行的话,可能就是产品本身在当初设计的时候就出了相应的问题。
-图2")
3、牙齿表面的平坦化现象。板牙指医学名词。板牙是指咬合面与对合面之间垂直的牙齿表面,由于牙齿的磨耗或疾病引起的牙齿表面的平坦化现象。正常情况下,牙齿的咬合面是凹凸不平的,有利于咀嚼和咬合食物。
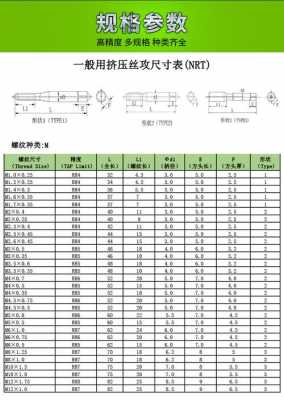
4、按照螺纹要素的定义,所谓正牙螺纹是右旋螺纹,反之则是左旋螺纹。丝锥有机用和手用两种,选择方式要结合生产类型和螺纹孔精度要求,如果采用机攻,正牙丝锥是M14H2(H2是丝锥制造精度),逆牙M14H2-LH(LH是左旋代号)。
5、板牙在口语中还有另一种用法,指的是一种牙齿畸形,即相邻牙齿之间的空隙较大。这种情况在英文中也有一个专业术语——Gapped Teeth。
为什么不能用圆板牙加工高精度螺纹
1、这是因为圆板牙螺纹轮廓为内螺纹表面,很难进行磨削。圆板牙是一种用于加工内螺纹的刀具,其螺纹轮廓是内表面的,这使得磨削和加工过程变得非常困难。
-图3")
2、板牙加工出的螺纹精度较低,但由于结构简单、使用方便,在单件、小批生产和修配中板牙仍得到广泛应用 。第二种含义:中国大部分地区管“门牙”叫“板牙”俗称大板牙。
3、圆板牙通常用于加工尺寸精度和表面质量要求不高的螺纹,一般不能用于加工 高精度的螺纹。
4、两大缺点(生产效率低和劳动强度大、加工质量不稳定)。(1)加工灵活在不适于机械加工的场合,尤其是在机械设备的维修工作中,钳工加工可获得满意的效果。
五金车床圆板牙套出烂牙怎么解决
如果主轴不具备刚性攻牙功能,而你又没有浮动攻丝夹头,那……这事真的没法干。钻个孔了账,在攻丝机上做吧。
套丝时,润滑油选泽的不对,套丝时也容易烂牙。套丝、攻丝时,一般使用豆油、菜油攻丝比较好,套出来的丝扣光洁度好,也不容易伤板牙。
处理方法:板牙正转1~5圈后,就要反转0、25~0、5圈,使切屑断裂。被加工的圆杆直径太大。处理方法:把圆杆加工到合适的尺寸。板牙歪斜太多,在借正时造成烂牙。
避免绞手歪斜而造成螺纹深浅不匀或烂牙现象,保套丝质量,节约合金工具钢材料。004 自固式板牙绞手 本实用新型涉及一种板牙绞手,属于螺纹加工工具,具体为一种钳床加工中自制外螺纹时所使用的板牙绞手。
套丝机带有扳手,若套的丝偏小反时针调,偏大就正时针条,套出一个完整丝后用管箍试一下合适为好,直到调整到套出的丝合适固定即可。
\x0d\x0a\x0d\x0a4)牙深高度(切削深度):h1=0.6p\x0d\x0a\x0d\x0a调整车床:先转动手柄接通丝杠,根据工件的螺距或导程调整进给箱外手柄所示位置。调整到各手柄到位。
(g1/2)板牙的使用方法
1、当加工出的螺纹中径超出公差时 ,可将板牙上的调节槽切开,以便调节螺纹的中径。板牙可装在板牙扳手中用手工加工螺纹,也可装在板牙架中在机床上使用。
2、丝锥 使用方法 (1)攻丝时,先插入头锥使丝锥中心线与钻孔中心线一致。(2)两手均匀的旋转并略加压力使丝锥进刀,进刀后不必再加压力。(3)每转动丝锥一次反转约45°以割断切屑,以免阻塞。
3、G1/2螺纹底孔钻到:1172-1631mm,用直径19mm的钻头加工。脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1p(螺距)。塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)。
圆板牙用的不锋利怎么办
1、圆板牙只有长时间修磨前角才耐用。圆板牙需要长时间修磨前角即用较小直径的砂轮修磨才耐用,圆板牙既是板牙,是加工或修正外螺纹的螺纹加工工具。
2、买质量好点的板牙,套丝时多加点油,加工铜件应该没问题。
3、将需套的管材与套牙接触,调节即可。40的管子用1-2板牙调至5。20内丝1分2大约115毫米,20外丝1分2大约47毫米,3/4内丝尺寸约259毫米,3/4外丝尺寸约296毫米,1内丝尺寸约30.89毫米。
4、板牙如不锋利磨损造成烂牙换新扳牙,板牙套具检查好坏,板牙留量及板牙方法是否正确,用套具套牙中心位置要定位准,板牙开始套进要正套歪会烂牙。
到此,以上就是小编对于圆板牙的工作条件的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏