本篇目录:
塑胶产品的夹水线怎么调
一般在有两点或者以上进胶和产品由孔等等情况下,产品肯定会有夹水纹(夹水线、熔接痕),想要完全消除,仅仅使用调机是不行的,调机只能改善夹水纹状况,使其变轻,不那么明显而已。
提高模具温度,如果可以改产品就将夹水线部分胶加厚,或者延夹水线终点引一段胶位出来。其实目的只有一个将温度相对较低的冷料减少,引至别处,或提高它的温度。
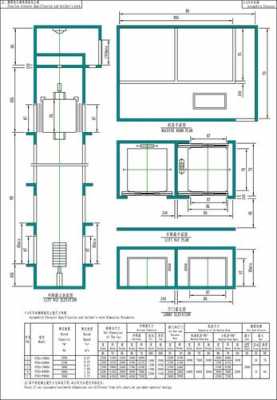
-图1")
(亿之圣尼龙提供参考资料)夹水线又叫结合线!产生的原因:料温太低,不能熔化;排气不良;模具内融合物分流后汇合。
对此,应修复损伤部位和减小镶块缝隙。一般在有两点或者以上进胶和产品由孔等等情况下,产品肯定会有夹水纹(夹水线、熔接痕),想要完全消除,仅仅使用调机是不行的,调机只能改善夹水纹状况。
素材颜色的色差。除非你喷的是黑色,否则素材千万不要有太大的色差,因为喷漆工不会为了你每批素材去重复调油。同样的漆喷在有色差的素材上,喷漆效果会有千差万别。
注塑夹水线怎么解决
1、增加镙杆速度,进料口尽原料是否完全烘干、加高模温、更改进料点等。量靠近夹水线位置,增加压力,在夹水线产生位置提高排气,R角尽量加大。最好升高模温看看,不行就在结合那段速度放快。
-图2")
2、排气。少用或不用脱模剂(油)。注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。
3、对此,应修复损伤部位和减小镶块缝隙。一般在有两点或者以上进胶和产品由孔等等情况下,产品肯定会有夹水纹(夹水线、熔接痕),想要完全消除,仅仅使用调机是不行的,调机只能改善夹水纹状况。
4、(亿之圣尼龙提供参考资料)夹水线又叫结合线!产生的原因:料温太低,不能熔化;排气不良;模具内融合物分流后汇合。
5、一段射胶压力及射胶速度(包括射胶量)适当提高,夹水纹很明显,主要还是因为射胶后原料冷却过快,导致熔接处夹线明显,适当提高射胶速度,以便胶能够快速熔接,减轻熔接痕。
-图3")
塑胶夹水线产生的原因?怎么解决?
塑胶产品的夹水线1可能是排气的问题;2少用或不用脱模剂(油)加模温,料温,开排气,改入胶点。
升模温(主要是前模模温)。改变进胶口位置,使之更接近产生夹水纹的地方。加大进胶口(必要时可以用扇形或圆形都可)。在可能的前堤下提高料温。产品胶厚尽量均匀,转角处做尽可能大的R角。
修改模具与成型条件(提高模温;溶接线处用加热棒;溶接线处增加排气或用透气钢;提高射速;加大保压等);还可以把产品颜色换色换成浅色;可以把晒纹晒粗点,这样会好点。
啤出来的产品夹水线发白怎样返工
从发白产生的过程中可以看出,造成漆面发白现象有两个重要的因素:一是溶剂的挥发,二是空气的湿度。
您好,对于你的遇到的问题,我很高兴能为你提供帮助,以下是我的个人看法,希望能帮助到你,若有错误,还望见谅!。展开全部 啤机的啤读作:pí。
少数夹杂在黑发中的白头发,可以连着根部剪掉,扯掉也无妨。也可以每过一段时间染一次发。染发剂含铅,可导致皮肤过敏、接触性皮炎,如果没有这些症状,新的白头发长出较明显时,可以染发,但次数不可太多。
油漆喷出来如果是两种白色的话,那么肯定它里面的调和没有完全的调和好,如果调和好就可以设置应用白色。环氧丙烯酸酯树脂又称乙烯基酯树脂,它不仅具有环氧树脂的优良特性,而且在固化性和成型性方面更为出色。
检查是否由于少涂或漏涂抗碱底涂造成真石漆底部泛碱发白。如果属于泛碱发白原因,该工程只有重做。否之,只能返工。如果是由于乳液未完全干透造成发白的。
波纹:注塑件表面有螺旋状或云雾状的波形凹凸不平的表征现象,或透明产品的里面有波状纹,称为波纹。溢边(飞边、披锋):在注塑件四周沿分型线的地方或模具密封面出现薄薄的(飞边)胶料,称为溢边。
到此,以上就是小编对于如何了解模具水路的接法的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏