本篇目录:
双色模软胶开胶怎么办
1、放气和降温。双色件软胶如果在涂抹时有气体钻入会导致该胶凸起。可以将凸起部位用小针孔开个口放气即可。在高温的情况下,双色件软胶内会受热膨胀导致向上凸起。可以通过放在温度低环境内使其恢复原样即可。
2、买透明液体胶重新打理。在容器中加入适量的牙膏和小苏打粉接着在容器中挤入少许的洗涤灵用工具将容器中的材料搅拌均匀,制成胶水使用时将胶水均匀的涂抹到物体上。
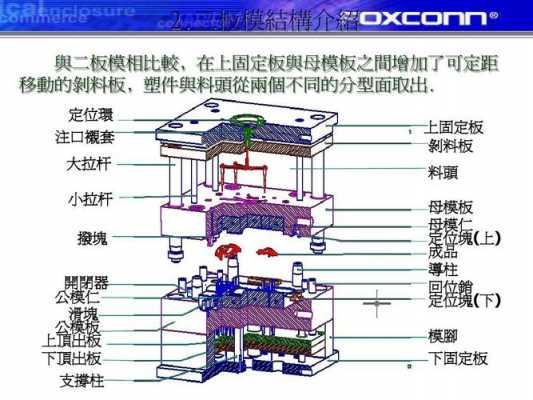
-图1")
3、可以用有机胶水两边再粘一下。注意刷胶之后的固定,否则胶皮卷得厉害,容易卷。粘完后,多少会有手感的影响,没什么好办法。
4、没有达到最高强度。被粘接材料的表面没有清理干净,粘接面不平整。由于夏季空气潮湿,被粘接材料的表面有一层看不到的水雾,像这种情况应该先用吹风机把表面吹干,然后再来施胶,这样才能达到最佳的效果。
5、操作方法如下:用肥皂加少许氨水与松节油的混合液,可以去掉残留胶。然后用维刚木板胶,专门用来粘这个的,粘力强不开胶,还耐高温。
为什么双色模具比单色模具贵呢?
昱卓;YUZHUO双色模具提醒您,因为生产设备和生产工艺都不一样,双色注塑机要比单色注塑机贵好几倍,工艺上也复杂很多,所以比单色注塑贵。
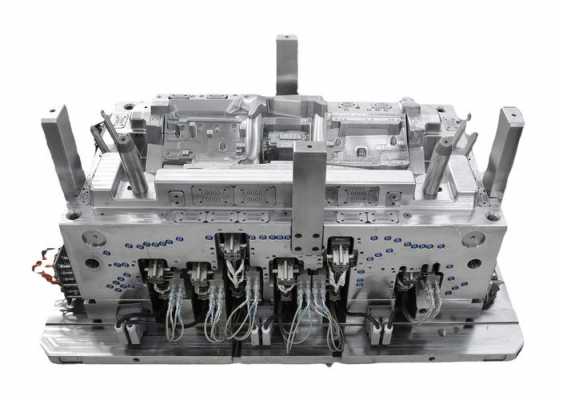
-图2")
做单色模具的设备比较便宜,做双色模具的设备比较贵。而且注塑起来需要的材料也更多。
成本高。因为双色线需要双螺杆挤塑机挤出,增加了耗电量及工艺难度,成本高了,价格自然就相对高了。
双色大厚壁模具加工周期是多久
展开全部 模具属定制产品,周期一般在15-25天,创智塑胶有开模绿色通道,最快10天出模。
要看模具的结构和产品的大小了,一般都要1个多月左右。
-图3")
双色模具(也称双射模具)是一种高效的注塑模具。它能够在一个注塑周期内将两种不同颜色或不同种类的塑胶进行一次成型,免去产品装配环节。
车灯双色模具怎么进胶
1、一般有顶部进胶、侧部进胶 顶部进胶就是通常的潜水口,侧进胶就是大水口,如喇叭口等,区别于点胶一般不用再加工,大水口就需要人工将其水口与产品分离。点进胶的有三板模,和两板模,而大水口一般是两板简易模。
2、常见进胶方式有七种。盘形浇口: 沿产品外圆周而扩展进料,其进料点对称,充模均匀,能消除结合线,有利于排气。
3、首先双色注塑塑胶左右两边颜色不一样进行封胶,调整注塑机的控制参数,例温度、压力、速度等,使左右两边的塑胶颜色一致。其次检查模具的设计是否存在问题,流道设计、冷却系统,需要对模具进行调整或者修复。
双色注塑模具设计30个经验分享
1、双色注塑模具常采用旋转注塑模。旋转注塑模两个位置上的凸模/凹模要求尺寸、精度一致,且与凹模/凸模配合良好。当无法利用双色注塑机上的顶出脱模机构时,回转台上必须要设置液压顶出脱模机构。
2、双色模具的制作过程包括以下步骤: 塑料制品的分析:在模具设计之前,设计者应充分分析研究其塑料制品是否符合注塑成型加工的原理,需要与塑胶制品的设计者仔细协商,已达成共识。
3、双色塑胶模具在设计产品和模具结构时要考虑两种塑胶材料之间的缩水率差异,并结合材料的熔融温度等因素,进行塑胶材料。
4、,模具的前模以中心旋转180后,必须与后模吻合。设计时必须注意这一点。3,在设计时,请仔细查看双色注塑机的参数数据,如,最大容模厚度、最小容模厚度、顶棍孔距离等。
5、一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。双色模具大致分两种:假双色和真双色。在使用双色模具的时候需要注意一些事项,比如三板模的水口最好能设计成可以自动脱模动作。
到此,以上就是小编对于双拼模具的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏