本篇目录:
- 1、消失模铸造的生产工艺
- 2、消失模铸造技术的三个步骤
- 3、消失模成型机如何工作
消失模铸造的生产工艺
1、泡塑珠粒的选用:消失模铸造专用的泡沫珠粒有三种。①可发性聚苯乙烯树脂珠粒(简称EPS);②可发性甲基丙烯酸甲脂与苯乙烯共聚树脂珠粒(简称STMMA); ③可发性聚甲基丙烯酸甲脂树脂珠粒 (简称EPMMA)。
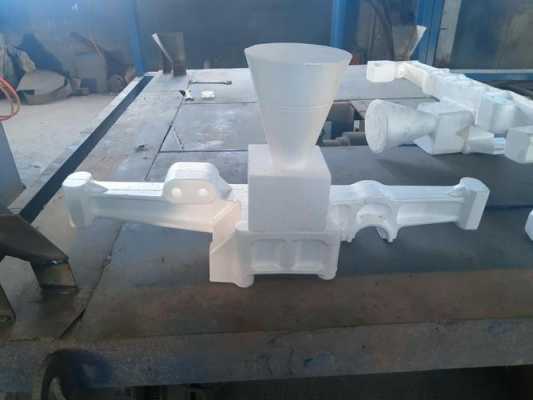
2、白区、浇铸和最后清整工序。消失模铸造工人根据聚苯乙烯的发泡成型制造了“白区”这个词,并且,测得最终铸件质量80~90%取决于白区工序。白区工序过程是珠粒发泡、泡沫成型、组合成串、刷涂料、烘干。
-图1")
3、消失模铸造的流程是:预发泡-发泡成型-烘干-组合-挂涂料-造型-浇注。 造型有用石英砂,干砂,不加粘结剂。抽真空浇注。
4、消失模铸造又称为干砂实型负压铸造,国外称之为EPC,是目前国际上最先进的铸造工艺之一,被誉为铸造史上的一次“革命”,国内外称之为21世纪绿色铸造。
5、在消失模铸造工艺中,使用涂料可提高模样的刚度和强度,使EPS模样与铸型隔离,防止粘砂及铸型塌陷;在浇铸过程中允许模样高温分解产物及时顺利地通过涂层排出。
消失模铸造技术的三个步骤
消失模铸造的流程是:预发泡-发泡成型-烘干-组合-挂涂料-造型-浇注。 造型有用石英砂,干砂,不加粘结剂。抽真空浇注。
-图2")
用塑料薄膜覆盖箱口,放上浇口杯,起动真空系统,干砂紧固成型后,进行浇注,气化模型消失,金属液取代其位置;释放真空,按工艺待铸件冷凝后翻箱,从松散的石英砂中取出铸件。
,模型制作:有两种情况:◎由泡塑珠粒制作:预发泡——熟化——发泡成型——冷却出模①预发泡EPS珠粒在加入模具前,要先进行预发泡,以使珠粒膨胀到一定尺寸。
准备工作。 砂斗中型砂是否够用,行车是否正常。 水平筛、提升机、磁选、除尘机、螺旋式进给混砂机能否正常工作。 检查砂箱抽气室隔离筛网有无破损。
大件1层,并且要规划好铁水的流动过程,是否有漏铁水的缝隙,个别铸件需要注意 一下倾斜度,整个过程震实台需要震2-3次。3,消失模铸造工艺流程-抽真空 砂箱运至抽真空或浇铸区,在浇口位置放置浇冒。
-图3")
其后铸模需要多次加以高温,增强硬度后方可用以铸造。
消失模成型机如何工作
熟化时间在8~48小时。 ③发泡成型 将预发泡且熟化的EPS珠粒填充到金属模具的型腔内,加热,使珠粒再次膨胀,填满珠粒间的空隙,并使珠粒间相互融合,形成平滑表面,即模型。
用塑料薄膜覆盖箱口,放上浇口杯,起动真空系统,干砂紧固成型后,进行浇注,气化模型消失,金属液取代其位置;释放真空,按工艺待铸件冷凝后翻箱,从松散的石英砂中取出铸件。
如果产品客户和加工客户真正懂得消失模铸造配件给产品设计带来的价值,消失模铸件将得到更广泛的应用。
闭模和合紧 注塑成型机的周期一般从模具开始闭合时起,模具首先以低压力快速进行闭合,当动模与定模快要接近时,合模的动力系统自动换成低压低速,在确认模内无异物存在时,再切换成高压而将模合紧。
消失模铸造的流程是:预发泡-发泡成型-烘干-组合-挂涂料-造型-浇注。 造型有用石英砂,干砂,不加粘结剂。抽真空浇注。
到此,以上就是小编对于消失模模具制作的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏