本篇目录:
- 1、体积平均退缩率怎么算
- 2、塑胶模具缩水率计算公式和方法。
- 3、模具与缩水率如何计算
- 4、橡胶模具收缩率如何计算
- 5、常用的塑料模塑料收缩率是百分之几,是怎么计算模具尺寸的
- 6、塑料模具收缩率如何计算,求解
体积平均退缩率怎么算
1、初始体积减去最终体积,除以初始体积再乘以100%。收缩率是指在一定时间段内,物体或材料的体积、长度、面积等减少的比例,其公式为:收缩率等于初始体积减去最终体积除以初始体积再乘以100%。
2、减少率=减少量/上一个统计周期值×100%。减少率指的是本期值比去年同一统计周期的减少量与去年同一统计周期的比值,通常以百分数的形式表现,通过减少率=减少量/上一个统计周期值×100%计算。
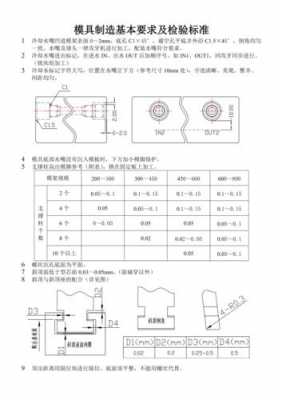
-图1")
3、冰川退缩速率可以通过计算不同海拔高度的冰川累积退缩率来确定。例如,在海拔低于3000米的地区,冰川累积退缩率为35;在3000-4000米之间,冰川累积退缩率为06,两者相差0.71。
4、假设体积没有变化时为v1,体积收缩后为v2。体积的收缩率为(v1-v2)/v1x100%。本体聚合的体积收缩率是假设体积没有变化时为v1,体积收缩后为v2。体积的收缩率为(v1-v2)/v1x100%。
5、计算公式为D=M+MS+MS ,可依ASTM D955方法测得。在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。缩水率反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。
塑胶模具缩水率计算公式和方法。
计算公式为D=M+MS+MS ,可依ASTM D955方法测得。在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。缩水率反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。
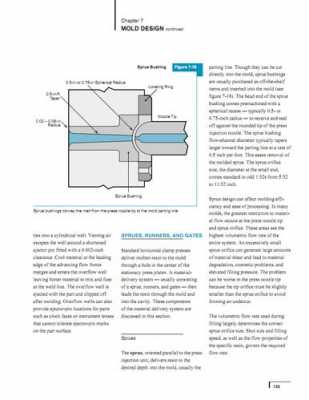
-图2")
收缩率计算公式是(R前-R后)/ R前 *100%。收缩百分比。收缩率S由下式表示: S={(D-M)/D}×100%(1)其中:S-收缩率; D-模具尺寸; M-塑件尺寸。
缩水率的计算:D=M+MS+MS收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTMD955方法测得。在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
模具与缩水率如何计算
缩水率的计算:D=M+MS+MS收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTMD955方法测得。在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
收缩率计算公式是(R前-R后)/ R前 *100%。收缩百分比。收缩率S由下式表示: S={(D-M)/D}×100%(1)其中:S-收缩率; D-模具尺寸; M-塑件尺寸。
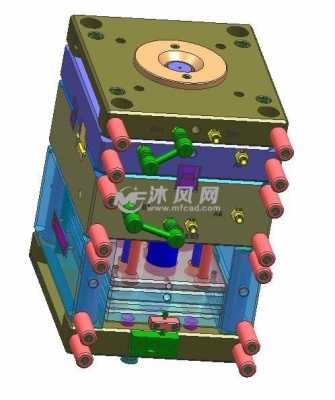
-图3")
计算公式为D=M+MS+MS ,可依ASTM D955方法测得。在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。缩水率反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。
如果需实施较为精确的计算,则应用下式: D=M+MS+MS2(3)但在确定收缩率时,由于实际的塑料模具收缩率要受众多因素的影响也只能使用近似值,因而用式(2)计算型腔尺寸也基本上满足要求。
缩水率是从模具的尺寸为起点来计算的,而不是以成品的尺寸为起点来计算的,因为先有模具尺寸后才有成品尺寸。设模具尺寸为X,在这个例子里:X*(1-0.02)=80,X=863。
橡胶模具收缩率如何计算
缩水率的计算:D=M+MS+MS收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTMD955方法测得。在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
收缩率计算公式是(R前-R后)/ R前 *100%。收缩百分比。收缩率S由下式表示: S={(D-M)/D}×100%(1)其中:S-收缩率; D-模具尺寸; M-塑件尺寸。
橡胶收缩率计算公式为橡胶收缩率=(橡胶实际使用收缩量/橡胶设计使用收缩量)*%。
橡胶制品与模腔相应尺寸计算公式: C=(L2—L1)/ L1 X 100% C—制品胶料的收缩率: L1—室温时测得的橡胶制品尺寸; L2—室温时测得的模具型腔尺寸。
计算公式为D=M+MS+MS ,可依ASTM D955方法测得。在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。缩水率反映的是塑料制件从模具中取出冷却后尺寸缩减的程度。
ABS:收缩率:0.5%;用途:是最能保持产品尺寸精度的材料,一般对精度要求高的产品都用它,例如:ABS+PC是手机外壳常用的材料;POM:收缩率:2-5%耐磨和强度都是很高的,塑料齿轮都是常用的材料。
常用的塑料模塑料收缩率是百分之几,是怎么计算模具尺寸的
收缩率计算公式是(R前-R后)/ R前 *100%。收缩百分比。收缩率S由下式表示: S={(D-M)/D}×100%(1)其中:S-收缩率; D-模具尺寸; M-塑件尺寸。
如果需实施较为精确的计算,则应用下式: D=M+MS+MS2,但在确定收缩率时,由於实际的收缩率要受众多因素的影响也只能使用近似值,因而用计算型腔尺寸也基本上满足要求。
成型收缩率是指塑件自模具中取出冷却到室温后,室温尺寸的缩小值对其原未冷却尺寸的百分率。由于收缩不仅是树脂本身的热胀冷缩,而且还与各成形因素有关,所以成型后塑件的收缩率应称为成型收缩率。高分子中常用此概念。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。以下列举几项常用塑胶原料之收缩率比较。
塑料模具收缩率如何计算,求解
1、收缩率S由下式表示: S=×100%(1) 其中:S-收缩率; D-模具尺寸; M-塑件尺寸。
2、缩水率的计算:D=M+MS+MS收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTMD955方法测得。在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
3、如果需实施较为精确的计算,则应用下式: D=M+MS+MS2(3)但在确定收缩率时,由于实际的塑料模具收缩率要受众多因素的影响也只能使用近似值,因而用式(2)计算型腔尺寸也基本上满足要求。
到此,以上就是小编对于模具收缩率计算公式的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏